 |

| 數(shù)量: | |
|---|---|
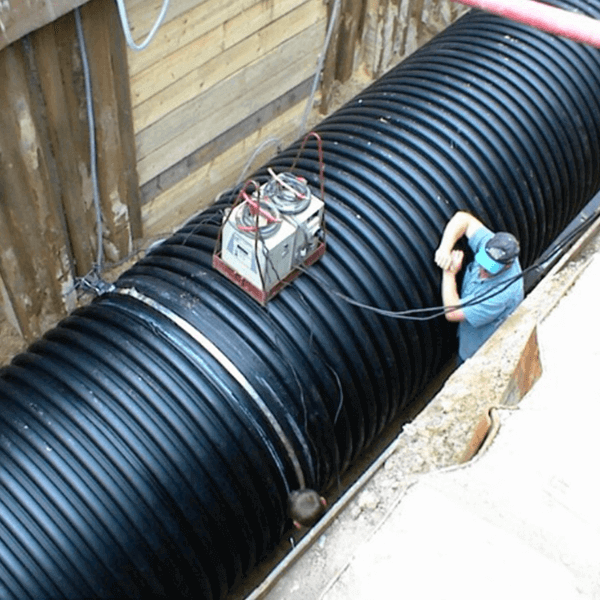
帶承插口克拉管電熔連接方法
隨時注意發(fā)電機輸出穩(wěn)定
| |
2. 確保有操作經(jīng)驗且被受權(quán)的人操作。 | |
3. 焊接處應(yīng)防沙塵,水汽,及太陽直射. 當(dāng)環(huán)境溫度低于+5°C時,在連接處應(yīng)塔帳篷,并提供預(yù)加熱設(shè)施,以提供連接處的溫度。
|
|
4. 在清潔承插口前,不要將保護膜去掉。
|
|
5. 檢查承插口在運輸過程中有沒有損壞。 | |
6. 調(diào)整管材放置位置以便于焊接。 | |
7. 用PE專用清潔劑和無絨或者沒有顏料的清潔承插口。 |
|
8. 用防水筆在管材的插口處標(biāo)記插入的深度。 | |
9. 將兩根管才插到一起,并注意插口的標(biāo)記,然后調(diào)整管材垂直和水平的位置。注意在承插口處不能用水。 | |
10. 將內(nèi)支撐環(huán)放到管材的插口處,約離管材未端20mm。管材直徑 >= DN 800. |
|
所有這些工作都要在焊接前進行。 | |
11. 將鎖緊鏈條放置到承口處的固定槽中。鏈條固定塊要與焊絲連接處錯開,距離至少25cm. 詳見《漲緊鏈?zhǔn)褂檬謨浴?/span> |
|
12. 參照《漲緊鏈?zhǔn)褂檬謨?/span>》漲緊鏈條中的板手扭矩值漲緊鏈條。 | |
13. 當(dāng)管材長度不夠時,要另外修整承插口。 | |
14. 將焊絲的兩端與電熔焊機的兩億電極相接。
注意焊接過程中不要使焊絲受力,以免造成短路。
|
|
15. 通過讀碼器或者手動輸入焊接參數(shù),開始焊接。
焊接參數(shù)見表1 |  |
16. 在焊接時間過2/3時,要再次調(diào)整漲緊鏈條,使焊接更牢固。 | |
17. 焊接結(jié)束后,用防水筆做好標(biāo)記(標(biāo)號,日期,焊接電壓,時間,焊機型號等。將電極取下。
|  |
18. 在冷卻過程中,不要搬動管材。 | |
19. 冷卻結(jié)束后(約40分鐘,根據(jù)環(huán)境溫度),將漲緊鏈條和內(nèi)支撐環(huán)取走。 | |
20. 焊接后要根據(jù)DIN EN 1610 (DN 700 e.g. 用氣密法).進行密封性測試 在進行填埋前進行密封性測試是非常重要的。 |
|
表 1
DN / ID ] | 電壓 [V] | 時間 [sec.] | 焊絲數(shù)量 |
300 | 15 | 780 | 1 |
400 | 18 | 840 | 1 |
500 | 20 | 900 | 1 |
600 | 24 | 1020 | 1 |
700 | 25 | 1080 | 1 |
800 | 33 | 1020 | 1 |
900 | 39 | 720 | 1 |
1000 | 40 | 1080 | 1 |
1100 | 41 | 1200 | 1 |
1200 | 43 | 1260 | 1 |
1300 | 46 | 1320 | 1 |
1400 | 28 | 1020 | 2 |
1500 | 32 | 1020 | 2 |
1600 | 33 | 1080 | 2 |
1700 | 34 | 1200 | 2 |
1800 | 40 | 1900 | 2 |
1900 | 38 | 1100 | 2 |
2000 | 39 | 1200 | 2 |
2300 | 44 | 1380 | 2 |
帶承插口克拉管電熔連接方法
隨時注意發(fā)電機輸出穩(wěn)定
| |
2. 確保有操作經(jīng)驗且被受權(quán)的人操作。 | |
3. 焊接處應(yīng)防沙塵,水汽,及太陽直射. 當(dāng)環(huán)境溫度低于+5°C時,在連接處應(yīng)塔帳篷,并提供預(yù)加熱設(shè)施,以提供連接處的溫度。
|
|
4. 在清潔承插口前,不要將保護膜去掉。
|
|
5. 檢查承插口在運輸過程中有沒有損壞。 | |
6. 調(diào)整管材放置位置以便于焊接。 | |
7. 用PE專用清潔劑和無絨或者沒有顏料的清潔承插口。 |
|
8. 用防水筆在管材的插口處標(biāo)記插入的深度。 | |
9. 將兩根管才插到一起,并注意插口的標(biāo)記,然后調(diào)整管材垂直和水平的位置。注意在承插口處不能用水。 | |
10. 將內(nèi)支撐環(huán)放到管材的插口處,約離管材未端20mm。管材直徑 >= DN 800. |
|
所有這些工作都要在焊接前進行。 | |
11. 將鎖緊鏈條放置到承口處的固定槽中。鏈條固定塊要與焊絲連接處錯開,距離至少25cm. 詳見《漲緊鏈?zhǔn)褂檬謨浴?/span> |
|
12. 參照《漲緊鏈?zhǔn)褂檬謨?/span>》漲緊鏈條中的板手扭矩值漲緊鏈條。 | |
13. 當(dāng)管材長度不夠時,要另外修整承插口。 | |
14. 將焊絲的兩端與電熔焊機的兩億電極相接。
注意焊接過程中不要使焊絲受力,以免造成短路。
|
|
15. 通過讀碼器或者手動輸入焊接參數(shù),開始焊接。
焊接參數(shù)見表1 | |
16. 在焊接時間過2/3時,要再次調(diào)整漲緊鏈條,使焊接更牢固。 | |
17. 焊接結(jié)束后,用防水筆做好標(biāo)記(標(biāo)號,日期,焊接電壓,時間,焊機型號等。將電極取下。
| |
18. 在冷卻過程中,不要搬動管材。 | |
19. 冷卻結(jié)束后(約40分鐘,根據(jù)環(huán)境溫度),將漲緊鏈條和內(nèi)支撐環(huán)取走。 | |
20. 焊接后要根據(jù)DIN EN 1610 (DN 700 e.g. 用氣密法).進行密封性測試 在進行填埋前進行密封性測試是非常重要的。 |
|
表 1
DN / ID ] | 電壓 [V] | 時間 [sec.] | 焊絲數(shù)量 |
300 | 15 | 780 | 1 |
400 | 18 | 840 | 1 |
500 | 20 | 900 | 1 |
600 | 24 | 1020 | 1 |
700 | 25 | 1080 | 1 |
800 | 33 | 1020 | 1 |
900 | 39 | 720 | 1 |
1000 | 40 | 1080 | 1 |
1100 | 41 | 1200 | 1 |
1200 | 43 | 1260 | 1 |
1300 | 46 | 1320 | 1 |
1400 | 28 | 1020 | 2 |
1500 | 32 | 1020 | 2 |
1600 | 33 | 1080 | 2 |
1700 | 34 | 1200 | 2 |
1800 | 40 | 1900 | 2 |
1900 | 38 | 1100 | 2 |
2000 | 39 | 1200 | 2 |
2300 | 44 | 1380 | 2 |








